Wherever I visit, rules-of-thumb are a hot button topic these days. My
normal response has been that engineers are expected to do better than use
rules-of-thumb. But Fall is here and the Holidays are close-at-hand,
so allow me to be a little more responsive this time.
I develop engineering tools and skills to support and guide my engineering
interests. For instance, I have developed techniques to analyze the surface
figure errors introduced by element mounting techniques. In the spirit
of the coming Season, I will give to one and all (yes, even to Tiny Tim)
one of my engineering tools:
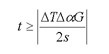
It tells the engineer the minimum adhesive
thickness necessary to limit the thermal distortion of a mounted mirror.
It is easier to use than a finite element code and probably more accurate.
I do not, myself, consider the above expression
a rule-of-thumb but rather one of several engineering tools for use in these
kinds of problems. The curious may read my original paper, SPIE: 6665-03,
2007. The expression is formed by substituting equation (6) into equation
(10), both from the subject paper. I hope you find it as useful as I have.
It’s about as close as I get to a rule-of-thumb in my practice.
Now, let us turn to the approaching Season: The Joyous, Tumultuous,
Boisterous, Extravagant Holiday Season from All-Hallows Eve to Twelfth-Night.
We can talk about engineering tools, and rules-of-thumb, any old time.
The optikers own it. That turns out to be the answer, largely by default.
Well, servo engineering didn’t step forward. Neither did structural
engineering. Mechanical engineering and mechanical design said,
“That’s systems engineering.” The systems engineer said, “It’s
not in the requirements flow-down tree.” Program management said,
“Get me an answer!” Project engineering responded that optical
design has rules of thumb for everything, let them deal with it. And
that’s the last word I’ve heard, so far at least. So guess who’s
winning… the otpikers! It’s their industry so they take the lead, I
guess.
Now, do you remember the question? It was, “Who owns the error
budget between the gyro and the imager?” (I know, it’s been two
whole months but this is important.)
It just happens that I have what may be a
helpful (if somewhat awkward) rule of thumb for the optikers: The error
between the imager’s LOS and the gyro will be at least two or three times as
big as the error between the gyro and the resolver/encoder. This rule has
two addenda: First, improving the gyro error will not improve the LOS
error; Second, the longer you wait the harder it gets.
The AEH rule has important implications for stabilized optical instruments
(imagers, lasers, spectrometers, diffractometers, etc.): In the margin it
may be more cost effective to work to stabilize the LOS to the gyro than to
stabilize the gyro to the base (or other reference). Gasp! Take
a deep breath. You’ll be OK.
Another is that if you don’t do it early you won’t get to do it at all. Aarrrgh!
(Followed by silence.)
Just passing possibly useful insights on to my friends. AEH and AEH
Ivory are here to help.
The sunburn I picked up on Sunday was glorious (forgot my sunblock!).
Let me ask you a really silly question: “Do any of you have adhesive
problems?”
OK, enough funny stuff. Let me ask you a more serious question:
“Do any of you not have adhesive problems?”
In this practitioner’s experience adhesive problems are ubiquitous. And
the bad news is that fully two-thirds of these problems are not the adhesives’
fault! Let me explain, please.
Most of the people who ask my help correcting an adhesive bond failure cannot
answer this simple question, “Is it a cohesion failure or an adhesion
failure?” A knowledgeable response may require inspection of the
surfaces, perhaps with a 3x magnifying glass. A cohesion failure is
represented by fracture of the bulk adhesive in the bonded joint while the
adhesive stays attached to the two opposing surfaces. An adhesion failure
is represented by the adhesive separating from one or both surfaces leaving
little or no adhesive residue on the surfaces.
The significance of the answer to “the question”
is that it points to one of two mutually exclusive approaches to preventing
future failures. A cohesion failure has two possible causes:
Defective material from the supplier or defective mixing and/or curing
procedures by the user. An adhesion failure has only one cause:
Defective surface preparation by the user. This assumes of course that
the adhesive was adequately screened for cured strength properties and
compatibility with the materials being bonded together.
There are three parts to an adhesive joint design problem. The first two
are the surfaces to be bonded together. The third is the adhesive used in
the process.
Adhesive suppliers attempt to manufacture a raw material (say, a polymer with a
curing agent) that when mixed, applied, cured (and whatever else) in accordance
with the manufacturers’ data sheets will provide physical properties that agree
with those advertised for the product. Think of it as a steel ingot
emerging from a Bessemer furnace. This ingot is still not a steel
structure (such as a baseball stadium). It needs to be formed (into sheet
or plate, rolled into beams, cast or forged into fittings, etc.). Then
the formed parts (near-net-shape in optical parlance) need to be cut to the
right size, drilled and fastened (bolted, welded, riveted) into the
structure. Everyone who has engineered steel structures (or any metal
structures at all) knows that each step of this process from steel ingot to
finished stadium is carefully controlled, inspected and/or tested along the way
in order to assure safety.
Let me contrast this to the way that many people use adhesives. I’ll tell
you about some real life adventures in adhesives-land—
I got a call from a client who wanted a finite element model of a simple
structure to evaluate the stresses therein. It turned out that what they
really wanted was “a solution to an adhesives problem.”
OK. I asked them “the question” and they couldn’t answer it.
I asked to inspect some failed parts but they had all been cleaned and put back
in stock. (The nature of the failure, adhesion versus cohesion, can
usually be quickly determined by a cursory examination of the failed parts.)
Their design was pretty simple and I suggested that a longhand analysis using
free-body diagrams would provide information just as good as a finite element
model. They insisted on a finite element analysis, which I performed
(luckily it agreed well with the longhand numbers I had all ready run on the
back of an envelope, literally). So, with the stress numbers in hand we
decided that the advertised strength of the adhesive was adequate. We
looked at the materials being bonded and they were common enough. The
client scratched his head in frustration and ordered a new search by his
materials engineers for another adhesive. I had seen their previous
search results and suspected that there were very few alternative materials
that could do this job (it required a couple of peculiar properties in the
adhesive).
I took the design engineer aside and quizzed him. “How was the
bonding job done?” “I don’t know.” “Who did
it?” “The technician.” We went to the lab and found
the technician and I asked him to assemble another unit. He and the
engineer went to work while quietly, off to the side, I took notes. When
curing was complete we tested the bond joint for strength and it passed.
I gave the engineer my notes and told him to put an engineering drawing number
on them and make them required reading by any person who will perform future
bonding operations. Here are my notes:
“Technician got a clean shop coat.
“Technician got clean gloves.
“Parts stored in vinyl bags prior to bonding.
“Technician wipes base on sleeve of shop coat.
“Fresh syringe of adhesive opened.
“Technician applies adhesive to base.
“Technician wipes flange on opposite sleeve of shop coat.
“Technician presses the flange into the adhesive on the base.
“Engineer applies UV light to joint for 45 seconds.
“Engineer inspects bond joint for uniformity.”
I never found out the results of their search for another adhesive but I have
seen trucks backed-up to their shipping dock hauling their products to market.
Returning from adhesives-land to the here-and-now—
Some practitioners will declare that process control is not that easy.
They are somewhat right. In the industries that are seriously concerned
with public safety (like civil aircraft) they are certainly right.
My response is that controlling a process is not necessarily very difficult.
Also, that it is amazing what a difference it can make to pay a little
attention to just a few details, even if they may not be the essential
details in themselves. For instance, having the engineer and myself
present made the technician sufficiently self conscious to get a clean shop
coat and clean gloves, caused him to clean the surfaces on different
(presumably clean) parts of his shop coat and stimulated a conversation about
the appropriate exposure time arriving at an agreement on 45 seconds to begin
with, which proved sufficient in the circumstance.
The reticence to controlling adhesive bonding processes is not limited to small
firms, start-ups and consumer products. I see many of the same attitudes
(and problems) in the R&D branches of the big aerospace and defense
industry. Researchers, bless their hearts, require a less disciplined
environment in order to express their creativeness.
My message to all of you is that people who use adhesives ought to take
responsibility for the two-thirds of the bonded joint assembly process that you
can control. Write down your method, test the results and require the
method to be used by everyone. Until you have attempted to take control
of the application process, in even as simple a form as my parable suggests, it
is very premature to blame the adhesive.
The wags among you may exclaim,”What does this have to do with
optomechanics?” Well, the above example was actually a cemented
doublet.
I hope all of you are enjoying the thrill of Springtime!